|
|||||||
| Bauen - Reparieren - Basteln Boardbau, Modifikationen am Material, ... |
 «
Vorheriges Thema
|
Nächstes Thema
»
«
Vorheriges Thema
|
Nächstes Thema
» |
|
|
Themen-Optionen | Ansicht |
 21.12.2015, 18:08
21.12.2015, 18:08
|
#1 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
So, ich werde hier mal begleitend meinen ersten Board-Selbstbauversuch dokumentieren. Ich hab viel viel gelesen hier im Forum und insbesondere dieser Thread hat mich letztlich dazu bewogen, es ebenfalls mal zu probieren. Vielleicht bringt meine Doku den einen oder anderen auch dazu, loszulegen. Außerdem werde ich natürlich viele Fragen an die Experten haben...
Ich komme hobbymäßig eher aus der Holzbau-Ecke, außer bei einem Wakeskate (hier nur Unterseite mit Glas & Epoxy versiegelt) hab ich bisher nix weiter mit Faserverbundstoffen gearbeitet. Hier die geplanten Parameter: - Boardgröße 136 x 42 - Rocker ~2.5-3cm, Konkave 8-10mm - Paulowina-Kern, stabverleimt - Dicke 9mm auf 2mm ausgedünnt - Ziel: mittlerer/härterer Flex - Aufbau: Vakuum-Laminieren, keine Infusion - Glasaufbau: wahrscheinlich 750er Triax oben und unten. Zack feddisch.  Also los gehts: Paulowina-Platte vom Bauhaus geholt, auf 147cm abgelängt, damit's ins Auto passt. In ~30 einzelne ~14mm starke Stäbchen geschnitten und 28 davon wieder verleimt. Gibt 49cm Breite. Diese Platte dann beim örtlichen Schreiner auf 11mm runterhobeln lassen. Startpunkt für den Kern somit eine Platte mit 147x49x1.1cm. Hier liegt sie schon auf dem vorher angefertigten Frästisch à la FFC:  Dann gings an die Outline. Angelehnt an das Spleene RIP. Im PC gezeichnet, 1/4tel davon auf mehrere Seiten ausgedruckt und auf die Frässchablone übertragen. Mit Hilfe der Schablone dann eine 10mm Nut (~6mm tief) in das Brett gefräst und diese mit der üblichen Mischung aus Epoxy, Baumwollflocken und Farbpigmenten gefüllt (dazu später mehr). Finnenlöcher mit 20mm Forstnerbohrer in Oberfräse (zwecks Tiefeneinstellung/-kontrolle).  Da die Outline damit quasi final definiert ist, hab ich mir bei der Schablone recht viel Mühe gegeben. Das Aussägen der Schablone (MDF) mit der Stichsäge fand ich auf der lang gezogenen Kurve recht wackelig, ich war jedenfalls nicht zufrieden mit dem Kurvenverlauf, auch nicht nach einigen Schleifversuchen. Daraufhin hab ich einen schmalen Streifen (~1.5mm) von einem Buchenbrett abgesägt und diesen punktuell auf die krakelige Kante angeleimt. Der Streifen schmiegt sich nicht komplett an jede Delle an sondern bildet eine glatte, stetige Kurve. Die Lücken die teilweise entstehen, hab ich noch mit Sägemehl+Leim aufgefüllt, damit sie sich nicht eindrücken, wenn man beim Ausfräsen die Oberfräse fest an die Schablone drückt. Das ganze mag evtl. totaler Overkill sein, aber ich sehe das dem Motto: besser als die Schablone kann das Ergebnis nicht werden (und evtl. kann man die Schablone ja öfters mal gebrauchen). Das zusätzliche Brett, das ich noch schnell auf die gegenüberliegende Seite geleimt hab dient dazu die Schablone mit Schraubzwingen von der gegenüberliegenden Seite an den Frästisch zu befestigen, so dass man die komplette Nutzseite frei hat. Als nächstes gings ans Planfräsen der Expoxywulst, die sich ich über der Kante gebildet hat. Hier gleich die erste Lehrstunde für mich. Zumindest bei meinem Epoxy sollte man länger als 24 Stunden warten bis man losfräst... sonst ist er noch zu weich und das Zeug bleibt am Fräser hängen, färbt das umliegende Holz rot ein und bildet eine unschöne Oberfläche. Also schnell wieder aufgehört.  Einen Tag später gings dann gut, die Härte war ausreichend zum Fräsen. Man sieht nach dem Planfräsen einige kleine Luftblasen im Epoxy, das hatte ich schon vermutet. Ich hatte das Gemisch vor dem Vergießen professionell zum Entlüften unter Vakuum (-850mbar) im Apfelmusglas, aber das hat nicht wirklich geklappt. Immer wenn man die Pumpe eingeschaltet hat, ist der Pegel im Glas angestiegen, es hat aufgeschäumt, aber die Blasen sind nicht geplatzt. Beim Ausschalten der Pumpe ist das Zeug dann wieder in sich zusammengefallen. Ich vermute, hier reicht der Unterdruck nicht aus. Das Volumen der Luft dehnt sich ja umgekehrt proportional zum Restdruck aus: bei 150mbar Restdruck also "nur" einen Faktor 1000/150 = 6.7. Hätte man eine Pumpe, die 1mbar Restdruck schafft, wäre es stattdessen ein Faktor 1000 um den sich die Blasen vergrößern. Dann wären sie wohl so groß dass sie auch platzen würden... Naja, whatever, ich kann damit leben:  Als nächstes gings an das Runterfräsen der Boardkanten auf etwa 3mm Reststärke, vom Rand bis zu den Steps. Dazu wieder eine Schablone angefertigt (diesmal ohne Fancy-Pants-Aufleimkante), das Brett umgedreht und mit Nutfräser losgelegt. Um einen harten Übergang zu den Steps zu vermeiden habe ich diesen noch mit einem Rundfräser verrundet. Zweck: das Laminat soll sich hier später schön anschmiegen.  Das Fräsen entlang einer Schablone erleichtert sich ungemein, wenn man auf der anderen Seite ein Brettchen gleicher Stärke wie die Schablone an der Oberfräse befestigt, so dass diese nicht wegkippen kann. Im Gunde ist man somit komplett save gegen 'verfräsen'.  Auf dieser Seite sieht man keinerlei Luftblasen mehr im Epoxy. Die sind dann wohl nur im obersten mm oder so. Ich hab an einigen Stellen ganz leichte Aussprünge am Rand der Epoxykante. Ich denke dass sich diese beim Laminieren automatisch mit Epoxy füllen und sehe das nicht als Problem.   Irgendwas ist natürlich immer... einmal hat sich nämlich der Fräser in der Oberfräse gelöst und ist etwas nach unten gerutscht, keine Ahnung wie das passieren konnte. Aber auch das sehe ich ganz cool, die Stelle wird mit aufgefüllt, wenn die Inserts gegossen werden:  So, das ist der Stand. Bisher keine weiteren Fragen. Als nächstes muss das gesamte Brett an den Boadspitzen auf ~2mm ausgedünnt werden. Die Dicke soll dann linear ansteigen auf ~9mm an den Fußsschlaufenpositionen. Am einem Probeteil hab ich das schon getestet, das funktioniert gut mit dem Frästisch und die Kante hält auch noch an 2mm Holz. Die Farbe der Kante gefällt mir jetzt auch deutlich besser als beim Gießen. Dort war das doch sehr Ketchup / Filmblut-mäßig. Gruß leeoo |

|

|
|
21.12.2015, 18:47
|
#2 |
|
Benutzer
Registriert seit: 11/2013
Beiträge: 259
|
sieht doch prima aus bis dahin
 Die kleinen Bläschen in der Harzkante wirst du nach dem Laminieren kaum oder gar nicht mehr sehen, das Laminat mit Triax drin ist ja sowieso nicht hochtransparent. Viel Erfolg beim Laminieren... |
|
|
|
|
22.12.2015, 10:49
|
#3 | |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Zitat:
 (hoffentlich liest meine Frau nicht mit...). (hoffentlich liest meine Frau nicht mit...).Direkt nach dem Fräsen:  Und nach kurzem Schleifen:   Gruß leeoo Geändert von leeoo (22.12.2015 um 19:43 Uhr) Grund: Bilder angefügt |
|
|
|
|
|
23.12.2015, 12:43
|
#4 |
|
Benutzer
Registriert seit: 04/2009
Ort: Oberwil, CH
Beiträge: 160
|
Hi leeoo
Schöne Arbeit bis dahin Gegen die Luftbläschen in der Kante hilft es sehr gut, mit einem Heissluftföhn während & nach dem Giessen darüber zu fahren, aber nicht zu heiss stellen. Dann steigen alle Bläschen auf und platzen (evt. mal mit Nadel nachhelfen). Ich föhne das Harzgemisch auch bereits im Becher schon etwas an. Aber Achtung, das Gemisch wird dann viel dünnflüssiger. Also gut abdichten wo nötig (durchgängige Inserts), sonst läuft's unten raus. Wenn du eh einen Kanal fräst, ist das bei der Kante natürlich kein Problem. Oben und unten sind die Bläschen eh kein Problem, da diese beim Laminieren gefüllt werden. Ärgerlich ist es nur auf der Aussenseite, wo später die Kante geschliffen wird und dann die Bläschen hervorkommen... Gruss Josh |
|
|
|
|
24.12.2015, 12:32
|
#5 |
|
Binnenlandrocker
Registriert seit: 11/2008
Ort: beim Epple
Beiträge: 1.014
|
Sehr schöne Arbeit bis hier her.
Zu den Luftblasen. Ich erwärme das Epoxy und den Härter immer vorher auf 45°C im Wasserbad dann ist es super Flüssig, dann am besten in einem Warmen Raum arbeiten so 30°C damit es nicht gleich wieder Kalt wird. Dass sich das Gemisch beim Entlüften unter Vakum ausdehnt ist völlig normal. Einfach 10min laufen lassen dass dauert seine Zeit. Also zu großen Becher nehmen dass das Epoxy schön aufschäumen kann. durch die Wärme ist es dünnflüssiger und die Blasen Platzen schneller. Dann vorsichtig in eine Tüte Füllen damit nicht wieder Blasen rein kommen und an der unteren Ecke ein Stück abschneiden dann kann man das Epoxy super in die Kante spritzen. Viel Spaß |
|
|
|
|
25.12.2015, 11:35
|
#6 | |
|
Benutzter
Registriert seit: 07/2005
Beiträge: 3.700
|
Zitat:
|
|
|
|
|
|
27.12.2015, 21:07
|
#7 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
So, jetzt gehts weiter. Heute hab ich auf einem Probebrett Stance und Winkel für die North Pads optimiert, die aufs Brett sollen.
@Konza, FABIBI, josh Danke für die Tips bzgl. Epoxy entlüften. Beim Gießen der Inserts werde ich vorsichtig mit dem Heißluftfön nachhelfen um die Luftblasen rauszukriegen. Zu den Inserts hätte ich noch folgende Fragen. Ich hab mir diese Inserts geholt, 6.5mm Höhe, 18mm Durchmesser. Und sie haben diese kleine Kappe mit drauf (gefühlt ist die aus Alu?). Ich hätte jetzt folgendes vor: 1. Löcher mit etwa 7.5mm Tiefe und 20mm Durchmesser in den Kern bohren. Ich wollte nicht durchbohren, oder spricht da was dagegen? Ansonsten, sollte der Durchmesser größer sein (hätte auch einen 24mm oder 25mm Forstnerbohrer da)? 2. Etwas Epoxy drunter, dann die Inserts rein, dann mit Epoxy aufgefüllt. Die Kappe sollte nicht rausschauen, aber auch nicht zu tief versenkt sein oder? 3. Nach dem Aushärten die Stellen planfräsen. Die Kappe sollte dann gerade so bündig mit der Oberfläche sein, oder noch leicht mit Epoxy bedeckt sein. 4. Nach dem Laminieren: die Inserts vorsichtig aufbohren, so dass man möglichst das Gewinde nicht verletzt. Erst würde ich einen kleinen Bohrer nehmen und dann wäre so ein 45° Senker das Werkzeug meiner Wahl, da sich der ganz gut selbst zentriert. Oder gibts da andere Tricks? Der Rand der Kappe bleibt dann mit drin oder? Passt das in etwa? Hier ist das Gießen auch gezeigt: 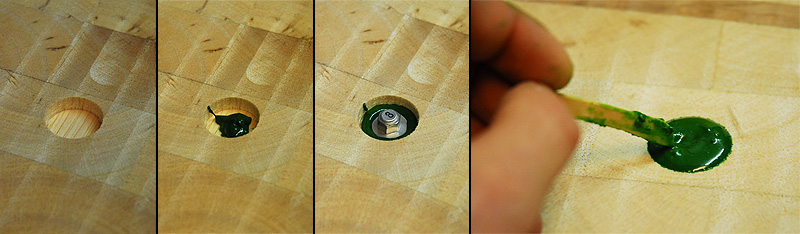 Die Löcher kommen mir da größer vor, eher 25mm oder gar 30mm. |
|
|
|
|
28.12.2015, 15:14
|
#8 |
|
Gast
Beiträge: n/a
|
Moin,
das würde ich lassen. Die Teile die du hast taugen nichts. Die Mutter ist winklig zur Verklebung und wird nur durch das untere Plättchen gehalten. Das Plättchen ist kontaktverschweißt. So das billigste Verfahren auf dem Markt. Geht das los hängt die Mutter nur noch an der seitlichen Verklebung und an der Fusseln auf der Oberseite. tks Kosta |
|
|
|
28.12.2015, 19:57
|
#9 |
|
Benutzer
Registriert seit: 08/2010
Ort: Kiel
Beiträge: 225
|
ich hab das die letzten male genau so gemacht. Hällt und ist günstig
http://surfforum.oase.com/showthread.php?t=142348 |
|
|
|
|
28.12.2015, 20:14
|
#10 |
|
Gast
Beiträge: n/a
|
Ich habe immer so eine Mutter genommen. Ist am Stück, muss nicht gepresst und nicht geschweisst werden. Die Mutter ist unten breiter als oben und kann nach oben nicht raus. Meine Boards waren immer durchgebohrt.
So eine Mutter kostet fast nichts. Ärger mit Plugs hatte ich die letzten 8 Jahre auf jeden Fall nicht.  tks Kosta |
|
|
|
28.12.2015, 20:55
|
#11 | |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Zitat:
 Ich verstehe deine Bedenken, hier gibt es sicherlich bessere Lösungen ohne Schweißnaht. Allerdings muss so eine Schweißnaht auch erstmal aufgehen - werde jedenfalls berichten, wenns passiert ist. Deine Lösung mit den konischen Muttern gefällt mir. Mit einem Schwalbenschwanzfräser der unten dicker wird könnte man das sogar von oben realisieren, ohne durchzubohren. Richtig?  Ansonsten hat das Entlüften mit Heißluftpistole gut funktioniert. Die Pampe wird dabei richtig dünnflüssig und ist mir prompt zwischen Holz und Krepp-Klebeband reingelaufen, das ich vom Anzeichnen noch drauf hatte. Mal sehen, ob sich das noch wegschleifen lässt. Gruß leeoo |
|
|
|
|
|
28.12.2015, 23:12
|
#12 | |
|
Benutzer
Registriert seit: 04/2009
Ort: Oberwil, CH
Beiträge: 160
|
Sag jetzt bitte nicht, ich hätte dich nicht vorgewarnt
.Aber solange du den Kern nicht irgendwo an Tisch oder so geklebt hast, gehts ja noch. Zitat:
Durchgängig ist aber m.M.n. Pflicht, damit die Kräfte auch von dem unteren Laminat aufgenommen werden können. Gruss Josh |
|
|
|
|
|
29.12.2015, 08:03
|
#13 | |
|
Gast
Beiträge: n/a
|
Zitat:
das Problem mit den Dingern ist noch ein anderes. Du hast 3-4 Gewindegänge in der Mutter und das Teil ist nach unten geschlossen. einmal die Schraube schräg angesetzt ist die Mutter durch. Pads haben auch gerne verschiedene dicken. Eine Schraube welche einen Tick zu lang in so eine Befestigung eindrehen und du hast eine kleine Beule auf der Boardunterseite und eine Delamination. Die Flanken der Mutter sind 90°. Der ganze Zug wird also nur von dem grottigen Plätchen gehalten. Die Haftung auf den Seiten der Mutter geht gegen null. Ich sage nicht das das nicht geht, tausende Fahrer sind wohl mit einem Fiat Panda glücklich geworden, trotzdem würde ich mir keinen kaufen und wenn ich einen bauen würde, einen Panda würde ich nicht nachbauen. Die Inserts sind eine Panda Lösung. tks Kosta |
|
|
|
|
29.12.2015, 09:53
|
#14 | |
|
Genuss-Rutscher
Registriert seit: 10/2012
Beiträge: 2.731
|
Zitat:
Technisch mag durchgeschraubt ja nicht schlecht sein. Optisch aber eher noch weit unter Panda. Trabant würde ich sagen ... Bastelwikinger |
|
|
|
|
|
29.12.2015, 10:33
|
#15 |
|
Benutzer
Registriert seit: 02/2005
Ort: Lübeck
Beiträge: 1.072
|
S-Klasse: grosse metallische Fläche, unten geschlossen, verdrehsicher, Gewindegänge mind. 5-6, V4A
sowas hier: http://www.jetpress.de/Products.aspx...r-Geschlossen/ ubuntus Lösung ist keine S-Klasse, Fläche der Flanschmutter ist zu klein. kleiner Punktabzug für die Optik, da unten offen. Aber schön wenn es in der Praxis noch keine Probleme gab  . .
|

|
|
|
29.12.2015, 12:00
|
#16 | |
|
Gast
Beiträge: n/a
|
Zitat:
Aber egal, ich bin aus dem Ding draußen. tks Kosta |
|
|
|
|
29.12.2015, 12:02
|
#17 | |
|
Gast
Beiträge: n/a
|
Zitat:
|
|
|
|
|
29.12.2015, 14:12
|
#18 | ||
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Zitat:
 Verdrehsicher, aus dem Vollen gefräst, unten zu, V4A Stahl. Die werde ich beim nächsten mal verwenden. Zitat:
 Durchgängig sind die Löcher bei mir nicht, nur die Zentrierspitze des Borhers hat ein etwa 3mm großes Loch nach unten durchgestochen. Ansonsten liegt da jetzt noch eine Schicht von ~1.5mm Kernholz zwischen dem Insert-Epoxy und der unteren Laminatschicht. Da das Epoxy sich ja extrem gut mit dem Holz verbindet (dringt in die Fasern ein) wird die Kraft ja über den Kern dann auch aufs untere Laminat übertragen. Beim Durchloch hätte man eine (trocken-) Epoxy auf Epoxy-Verbindung, die auch problematisch sein kann, oder? Ach das wird schon halten... Gruß leeoo |
||
|
|
|
|
29.12.2015, 16:55
|
#19 | |
|
freerider
Registriert seit: 09/2007
Ort: Bremen
Beiträge: 313
|
Zitat:
Die normalen Muttern werden hier und überall anders seit vielen Jahren immer wieder benutzt, von Problemen liest man dagegen selten (mir fällt gerade kein Thema ein). Alles mehr eine theoretische Frage. Beim Strap wechsel etwas auf die Schraubenlänge und Sauberkeit achten und alles ist in bester Ordnung. PS: Der von dir gepostete tut bei mir bis jetzt gute Dienste, aber auch etliche einfachere Versionen. edit: @ubuntu: Damit kein Loch entsteht und auch nix rausschaut, muss die Schraube aber auch exakt passen und stellt damit sogar noch höhere Anforderungen an die Genauigkeit als die geschlossene Version. |
|
|
|
|
|
29.12.2015, 19:09
|
#20 | |
|
Benutzer
Registriert seit: 11/2013
Beiträge: 259
|
Zitat:
Greets Micha |
|
|
|
|
|
29.12.2015, 19:42
|
#21 | |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Zitat:
Vorher war Begeisterung, dann Ernüchterung. Von der Projektarbeit kenne ich das dann so: weiter geht's mit: Suche eines Schuldigen. Bestrafung eines Unschuldigen. Und schließlich: Belohnung eines völlig Unbeteiligten. Bin gespannt wies bei mir weitergeht... |
|
|
|
|
|
29.12.2015, 20:42
|
#22 |
|
freerider
Registriert seit: 09/2007
Ort: Bremen
Beiträge: 313
|
4. Verzweiflung beim laminieren
5. Erleichterung wenn es trotzdem fährt
|
|
|
|
|
30.12.2015, 22:27
|
#23 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
So, weiter gehts...
Ich habe am PC etwas mit Rocker/Konkave rumgespielt und bin bei folgender Form gelandet (die z-Achse ist in der Darstellung einen Faktor 5 gestreckt):  Rocker 48mm auf 150cm Rockertable-Länge (~37mm auf 136cm Boardlänge). Progressiv, maximal etwa 3mm Abweichung vom reinen Radius. Die Konkave ist in der Boardmitte 10mm und läuft weich zu den Rails und Tips aus. Ich hab sie so ausgelegt, dass in Strömungsrichtung (etwa Diagonal zum Board) die Bodenkurve möglichst flach wird. Hier die Bodenkurven für die 3 eingezeichneten Strömungslinien. Links mit Konkave (hier wird die zentrale Linie flach) und rechts komplett ohne Konkave.  Soweit zur Theorie. Aufbau Rockertable läuft... Gruß leeoo |
|
|
|
|
02.01.2016, 01:04
|
#24 |
|
Binnenlandrocker
Registriert seit: 11/2008
Ort: beim Epple
Beiträge: 1.014
|
Bedenke das du gut 1cm Rückstellung bekommen wirst.
|
|
|
|
|
05.01.2016, 13:27
|
#25 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Es geht voran...
Rockertable ist aufgebaut, hier ein paar Bilder dazu. Um die konkave Form in den Querlatten drin zu haben, habe ich erst wieder versucht die übertragenen (recht flachen) Kurven sauber mit der Stichsäge auszusägen, bin daran aber kläglich gescheitert. Also habe ich mir die Genauigkeit aus der Kreissäge geholt und die Kanten stufenweise in 1mm Schritten angesägt:  Nach kurzem Verschleifen sieht man kaum mehr Stufen, zudem glättet ja die HDF-Platte ebenfalls die dann noch draufkommt:  Die gesamte Konstruktion des Rockertables ist aus Spanplatte, wobei ich die Längsträger aufgedoppelt habe (hier eine Ansicht von unten):  Oben ist eine 3mm HDF-Platte aufgeschraubt, die Schraubenlöcher sind alle mit dem Senker vorgebohrt:  Die Schrauben habe ich dann verspachtelt und um dicht fürs Vakuum zu sein ist eine dünne Glasschicht mit Epoxy auflaminiert:  Die Oberfläche ist nicht komplett glatt: Wenn man schnell mit der Hand über die Oberfläche streicht, spürt man, dass entlang der Querbretter, wo die Schrauben sind, es immer eine kleine Delle gibt und zwichen den Querbrettern es eher rauskommt. Ich denke der Grund dafür ist, dass die HDF-Platte nicht genug zwischen den Querbrettern glättet sondern eher 'linear interpoliert'. Insofern müssten mehr Stützstellen helfen. Ich hab bei mir die Querbretter alle 15cm, evtl. sollte man eher auf 10cm Abstand gehen (dann braucht man aber 16 statt nur 11 Bretter um auf 150cm zu kommen). Ich habe etwas geschliffen und auch versucht mit der Spachtel was rauszuholen, aber die leichte Welligkeit bleibt. Wir reden hier von deutlich unter 1mm, außerdem gehe mal davon aus, dass das Board nicht jede Welle behält, sondern sich selbst nach dem Entformen nochmal glättet, ähnlich wie man ja auch etwas Rückstellung bekommt. @FABIBI: Wenn ich am Ende zwischen 25 und 30mm Rocker lande wäre das perfekt. So jetzt wirds langsam aber sicher ernst... Der Kern muss noch geschlitzt werden und dann wird (Probe-) laminiert. Ich wollte dazu nach dieser bzw. dieser Methode vorgehen. Eine Frage dazu. Muss ich den Kern trotzdem mit Durchlöchern versehen, wenn ich die Lufteinschlüsse auf der Unterseite wie in den Links beschrieben aktiv rausmassiere? Und noch was: welches Werkzeug verwendet man am besten um zu laminieren? Ich hab bisher jezt beim Rockertable das Epoxy vorsichtig über das vorher glattgezogene Glas geschüttet und mit einer Kunststoffspachtel verstrichen. Oder sollte man einen Schaumroller nehmen (aber der saugt sich doch massiv voll)? Oder mit Pinsel? Gruß und schonmal Danke für ein paar Expertentips... leeoo Geändert von leeoo (05.01.2016 um 13:56 Uhr) Grund: verklickt... |
|
|
|
|
07.01.2016, 13:52
|
#26 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Gestern erster Vakuumtest. Nur Rockertable und Vakuumfolie mit Tacky-Tape. Vakuumanschluss hab ich keinen, ich hab einfach den Schlauch mit oben&unten Tacky-Tape seitlich reingeführt. Der ganze Versuch hat mich zwar gute 4m von den 15m Tacky-Tape gekostet aber das wars wert.
Denn: Es ist nicht dicht... Meine Pumpe schafft ~-850mbar. Hier habe ich aber nur ~-820mbar geschafft. Außerdem, wenn ich das Ventil zudrehe steigt der Druck binnen Sekunden auf -400mbar, nach einer Minute ist man schon fast auf Raumdruck. Ich habe dann noch einen Versuch gemacht, wo ich Vakuumfolie oben und unten mit Tacky-Tape dazwischen hatte (selbes Prinzip Schlauchanschluss). Da beibt das Vakuum nach Ventil-Zudrehen Minutenlang bei -800mbar. Nach einer Stunde hatte ich da immernoch -600mbar. Zwei Möglichkeiten: 1. der Aufbau HDF-Platte mit Schauben, Spachtel und Glaslaminat ist nicht komplett dicht --> daher hab ich gestern abend gleich nochmal eine Schicht drüberlaminiert 2. das Tacky-Tape dichtet nicht gut auf dem Glaslaminat (Gewebestruktur ist noch spürbar, keine glatte Oberfläche) --> um das zu verbessern hab ich heute Morgen eine schöne dicke Wulst Epoxy am Rand des Table angebracht, wo nachher das Tacky Tape drauf kommt. Mal sehen ob die Maßnahmen das Problem beheben. Wenn nicht, könnte ich trotzdem laminieren? Die Pumpe würde ja eh durchlaufen und -820mbar ist ja auch schonmal nicht schlecht oder? Gruß leeoo |
|
|
|
|
07.01.2016, 15:22
|
#27 |
|
freerider
Registriert seit: 09/2007
Ort: Bremen
Beiträge: 313
|
Zum Lufteinlass:
Versuch sonst den Schlauch erstmal komplett mit Tackytape zu umwickeln, und dann oben und unten Tape drüber. Teste auch mal das Ventil in dem du einfach den Schlauch nach dem Ventil direkt abdichtest. |
|
|
|
|
07.01.2016, 19:25
|
#28 |
|
du Tarzan, ich JN
Registriert seit: 06/2004
Ort: RnD bei FFC
Beiträge: 1.975
|
ein dünnes Laminat ist erfahrungsgemäss nur schwer dicht zu kriegen. Ich klebe auf meine Formen eine 0.5mm dicke Milarfolie und habe damit sehr gute Erfahrungen gemacht.
|
|
|
|
|
07.01.2016, 20:03
|
#29 |
|
freerider
Registriert seit: 09/2007
Ort: Bremen
Beiträge: 313
|
|
|
|
|
|
07.01.2016, 21:05
|
#30 | |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
Zitat:
Wie gesagt, so funktioniert es, der Druck bleibt unten:  Anschluss und Ventil scheinen demnach OK zu sein. Naja,mal sehen ob die Maßnahmen am Rockertable was bringen. |
|
|
|
|
|
10.01.2016, 09:33
|
#31 |
|
du Tarzan, ich JN
Registriert seit: 06/2004
Ort: RnD bei FFC
Beiträge: 1.975
|
Sry war nicht mehr hier seither. Aber ja, etwas in der Richtung wie die Folie von R&G. Gibts bei uns auch im Baumarkt als Meterware oder bei swiss-composites.
Verklebt habe ich sie immer indem ich sie mit grobem Schleifpapier angeschliffen habe, mit Druckluft von Staub befreit und Anschlüssend mit epoxy aufgeklebt. Dann de Rand mit packetklebeband an der Form fixieren, dass die Folie nicht abgeschält werden kann. Klebt nicht wirklich gut, aber ausreichend. Meist packe ich aber auch die ganze Form in einen Folienschlauch, dann ist die Verklebung überhaupt nicht belastet. Cheers, Reto |
|
|
|
|
10.01.2016, 13:30
|
#32 | |
|
wingworks.de
Registriert seit: 02/2010
Ort: Das Meer ist weit :-(
Beiträge: 472
|
Sieht klasse aus dein Board!
Wenn du Sorgen wegen der Dichtheit deines Rockerables hast, dann kannst du auch einfach eine Mylarfolie auf den Rockertable legen. Muss gar nicht unbedingt verklebt werden sondern wird vom Vakuum mit angedrückt. Das macht auch das Laminieren einfacher, du kannst direkt auf die durchsichtige Folie laminieren, Luftblasen "von unten" checken und dann alles auf den Rockertable legen und weitere Lagen + Kern auflegen. Gibt eine superglatte Oberfläche. Zum Schluss dann die Vakuumfolie drüber und mit dem Rockertable verkleben, natürlich neben und nicht auf der Mylarfolie Ich verwende dafür immer Mylarfolie für Windsurfsegel. Ist auch recht stabil. Bekommst du auch hier: Monofilm Viel Erfolg! PanTau Zitat:
|
|
|
|
|
|
10.01.2016, 16:18
|
#33 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
@PanTau: Danke für Deine Tips, ich hab mir den besagten Monofilm besorgt.
Gestern habe ich dann ein Testteil laminiert (Rest von der 220cm Paula-Platte, an dem ich sowohl das Kantengießen als auch das Ausdünnen etc. getestet habe). Ich hab das Brett geschlitzt und zur Hälfte mit 2mm Löchern versehen. Vorgehen beim Laminieren: 1. Auf separatem Arbeitstisch Board mit Unterseite nach oben aufgelegt. 2. 750er Triax angebracht, von oben Harz aufgegossen und mit Kunsstoffspachtel einmassiert (ging recht mühsam bei dem dicken Gelegt - hab dann mit dem Heißluftfön etwas nachgeholfen um das Zeug dünnflüssiger zu kriegen) 3. Monofilm aufgelegt und von innen nach außen die Luftblasen rausgestrichen. Das ging recht gut, aber das Laminat wurde nicht komplett klar und durchsichtig, wie ich das von dünneren Geweben gewohnt war... 4. Kern+ Laminat + Monofilm rumgedreht 5. Diesmal hab ich etwas Harz auf der Kernoberfläche verstrichen, bevor ich das Glas aufgelegt habe. 6. 750er Glas aufgelegt, restliches Harz draufgegeben und wieder einmassiert (einziges Werkzeug: wieder nur Kunststoffspachtel) 7. ganzes Teil auf Rockertable gelegt 8. Abreißgewebe drauf, Lochfolie drauf, Saugvlies drauf. Vakuumfolie angebracht. 9. Suck it! Mit etwa -830mbar angesaugt. Nach 10 Stunden auf PariBoy gewechselt (-630mbar), der dann über Nacht durchgelaufen ist, wegen Lautstärke... 10. Nach 24 Stunden Vakuum geöffnet (beim richtigen Teil werde ich natürlich länger warten, eher 48h) Hier das Laminat auf dem Rockertable:   Beobachtungen bis hierher: 1. Der Rockertable ist jetzt dicht. Die 2. Laminaschicht und die Klebe-Epoxy-Wulst waren offensichtlich hilfreich. 2. Das Saugvlies hat sich sehr stark vollgesaugt, mehr als ich erwartet habe. Harzmenge nach R&G Laminatrechner: 123g bei 40% Faservolumen. Ich hab 140g verwendet. 3. 55 min Topfzeit gehen sauschnell rum... 4. Es hat sich gelohnt ein Testteil zu laminieren, auch wenn man natürlich einiges an Material verbraucht. |
|
|
|
|
10.01.2016, 17:38
|
#34 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
So, zunächst zur Unterseite, erstmal ein paar Bilder:
Der eingewachste Monofilm ging beim Entformen wunderbar runter und grundsätzlich ist die Oberfläche sehr schön glatt geworden, mit ein paar Dellen/Löchern, aber dazu gleich mehr:  Hier ein Detail an der Kante, gegens Licht fotografiert da sieht man die kleinen Dellen/Löcher:  Und noch ein vergrößerter Ausschnitt (die Kante ist nur 10mm breit):  Insgesamt gibt es sehr viele (sehr) kleine Luftbläschen, das Laminat ist nicht klar und die Fasern der Gelegeschichten sind immer noch deutlich zu sehen. Ich hätte eigentlich erwartet, dass es homogener wird. Oder bin ich da zu perfektionistisch? Wie sind Eure Erfahrungen mit 750er triax Gelege, ich hab da keinen Vergleich? Ich denke ich habe mir beim Laminieren nicht genug Mühe gegeben und das Harz nicht genug einmassiert, bzw. zu wenig entlüftet (evtl. würde da ein Entlüftungsroller helfen). Oder wie macht Ihr das? Wie gesagt, schon beim Laminieren war es nicht komplett durchsichtig und im Vakuum ist es gefühlt eher schlechter geworden. Ich hatte gehofft, dass es eher besser wird. |
|
|
|
|
10.01.2016, 17:55
|
#35 |
|
Benutzer
Registriert seit: 08/2015
Ort: zu weit weg vom Meer
Beiträge: 381
|
So, zur Oberseite, hier ebenfalls ein paar Bilder:
    Hier gibt es im Prinzip die gleichen kleinen Einschlüsse wie unten. Während des Laminierens sah das noch besser (klarer) aus. Zudem kommt es mir so vor, als hätte das Vakuum zuviel Harz rausgesaugt und das Laminat quasi trockengelegt. So, wie die einzelnen Gelegeschichten wieder rauskommen, kann das doch nicht halten oder? Das müsste doch viel mehr getränkt und in sich verbunden sein? Oder liege ich hier falsch? Sieht das bei Euch auch so aus? Es gab mal einen Post von Ubuntu/Kosta, da meint er, die Standard-Lochfolie, die alle verwenden, hätte zu viele Löcher und würde das Laminat so zu sehr austrocken? Das könnte hier die Ursache sein? Oder ist mein Vakuum (-850mbar) zu stark? Übrigens sehe ich keinen Unterschied (weder oben noch unten) zwischen dem gelochten Bereich und dem ungelochten Teil. Werde daher den Kern lochen, aber mit größeren (<5cm) Abständen. Beim 'richtigen' Laminat soll es natürlich besser werden (klarer, bessere Tränkung Oberseite). Was sollte ich Eurer Meinung nach anders machen? Ich hab viel Aufwand in den Kern gesteckt, daher will ichs jetzt nicht versauen... Danke schonmal für weitere Tips! Gruß leeoo |
|
|
|
|
10.01.2016, 18:38
|
#36 |
|
Benutzer
Registriert seit: 12/2006
Beiträge: 1.422
|
Na die Unterseite schaut doch im ersten Bild super aus. Die Situation im 2 Bild kenne ich auch. Passierte mir öfters, beim Umdrehen hebts die Folie kurz hoch und Luft kommt an der Seite rein, Kern wird nicht wieder ganz flächig angedrückt.Die richtige Menge Harz unter dem Monofilm zu belassen, beim Luft rausstreichen und tränken , fand ich immer schwierig.
Um das mögliche Trockensaugen zu vermeiden , kann man den Unterdruck langsamer hochfahren, erst in der Gelphase. Zum Durchtränken find ich einen breiten Pinsel, den man zuvor mit heißem Wasser enthaart ganz praktisch. Mit Squeeze od Entlüftungsroller bin ich gar nicht zurecht gekommen. Ging bei mir aber um Carbon Laminate Triax 450g zum Foilbau mit Topfzeit 120 Min sehr dünnflüssiges Harz u Temperbox- wobei es auch nicht auf Gewicht ankam. Die Strangabstände deines Geleges schauen ganz schön weit aus- kenne mich aber mit Glas Triax 750 nicht aus. Sinn des Lochens hab ich bei normalem Vakuumlaminat noch nie verstanden. Wird aber bestimmt gut werden dein Board- den geringen Rocker hab ich nur nicht verstanden |
|
|
|
|
10.01.2016, 19:53
|
#37 |
|
wingworks.de
Registriert seit: 02/2010
Ort: Das Meer ist weit :-(
Beiträge: 472
|
Auf der Unterseite verwende ich immer ~80g als letzte bzw. äußerste Lage. Bin überrascht, dass es auch ohne und trotz Triax so gut geworden ist
Solange die Fasern ausreichend mit Harz getränkt sind ist doch alles gut, die Zwischenräume brauchen ja kein Harz. Das kannst du sicherlich durch einen "Kratztest" überprüfen. Und die Triax Struktur sieht finde ich schön aus. Habe sie immer direkt lackiert. Mein Ansprüche sind da aber auch nicht sooo hoch. Hauptsache es geht zügig. Kite nähen dauert schon lange genug Ich drück dir die Daumen beim echten Kern! PanTau |
|
|
|
|
10.01.2016, 22:02
|
#38 |
|
Benutzer
Registriert seit: 11/2013
Beiträge: 259
|
Hi Leeoo,
Hier ein Foto von meinem ersten (und bisher einzigen) Versuchsteil mit 750er Triax. Unten sah das Ding deutlich schlechter aus als dein Versuch . Ich hab seither meist mit 411g/m2 Biax- und 220g/m2 UD-Gelege weitergemacht und so das Problem nicht gelöst sondern nur umgangen, erst demnächst mach ich mal wieder ein paar Versuche mit 600g/m2 Triax. Ich hoffe das wird von der Struktur etwas weniger grob sein als das 750er. Hilft dir jetzt natürlich wenig weiter  Ansonsten sind mir nur ein paar Kleinigkeiten aufgefallen: 1.) Trockensaugen Laminat: So wie es auf dem Foto aussieht ist das meiste Harz tatsächlich direkt durch die Lochfolie gesaugt worden. Alternative zur Lochfolie wäre z.B. Vacuoplex MP (ersetzt Lochfolie, Abreissgewebe und Vlies, nicht ganz billig und auch noch blödes Format für Kiteboards -> Verschnitt!) oder PA100ST MP (ersetzt nur Lochfolie und Abreissgewebe, Vlies muss extra drauf, Preis aber erträglicher, die nehm ich deshalb immer). Gibts es beides z.B. bei R&G. Mit anderen Lochfolien hab ich zu wenig Erfahrung, vielleicht weiß jemand anderer was dazu. 2.) Ich würde aber auch die Überlappung an dern Rändern so groß machen wie es dein Rockertable erlaubt. Ideal wäre nicht weniger als etwa 5cm. Das scheint mir gerade im Tipbereich deutlich weniger zu sein. Ausreichend Überlappung ist wichtig damit möglichst wenig Harz außenrum um die Folie gesaugt wird. 3.) Ich würde den Absaugschlauch weiter rein legen, bis kurz vor die Boardkante. Sonst saugst du evtl. Harz an und ruinierst dir was. Vorrausetzung ist natürlich wiederum daß wenig Harz durch die Lochfolie kommt. Gruß Micha Geändert von Der Tuempelritter (10.01.2016 um 22:05 Uhr) Grund: Rächtschreipfähler behopen! |
|
|
|
|
11.01.2016, 09:09
|
#39 |
|
Benutzer
Registriert seit: 02/2005
Ort: Lübeck
Beiträge: 1.072
|
Meine Tipps:
Mehr Harz nehmen! Ich habe immer ca. das dreifache (!) der Harzmenge verbraucht, die am Ende im Laminat blieb. Trotzdem kam ich auf ein gutes Harz-Faser-Verhältnis von 50-50 (Volumen). Außerdem wäre eine Lage 50er/ 80er Glas als letze Lage sicher hilfreich um die Struktur etwas zu glätten. Ansonsten: Top Thread! Weiter so! |
|
|
|
|
11.01.2016, 10:12
|
#40 |
|
Gast
Beiträge: n/a
|
Hier gibt es im Prinzip die gleichen kleinen Einschlüsse wie unten. Während des Laminierens sah das noch besser (klarer) aus. Zudem kommt es mir so vor, als hätte das Vakuum zuviel Harz rausgesaugt und das Laminat quasi trockengelegt. So, wie die einzelnen Gelegeschichten wieder rauskommen, kann das doch nicht halten oder? Das müsste doch viel mehr getränkt und in sich verbunden sein?
Oder liege ich hier falsch? Sieht das bei Euch auch so aus? Es gab mal einen Post von Ubuntu/Kosta, da meint er, die Standard-Lochfolie, die alle verwenden, hätte zu viele Löcher und würde das Laminat so zu sehr austrocken? Das könnte hier die Ursache sein? Oder ist mein Vakuum (-850mbar) zu stark? Übrigens sehe ich keinen Unterschied (weder oben noch unten) zwischen dem gelochten Bereich und dem ungelochten Teil. Werde daher den Kern lochen, aber mit größeren (<5cm) Abständen. Beim 'richtigen' Laminat soll es natürlich besser werden (klarer, bessere Tränkung Oberseite). Was sollte ich Eurer Meinung nach anders machen? Ich hab viel Aufwand in den Kern gesteckt, daher will ichs jetzt nicht versauen... Danke schonmal für weitere Tips! Gruß leeoo[/QUOTE] Moin, Mach die Lochfolie selber. Gekaufte hat zu viele Löcher, die lutscht dir das Harz aus dem Board. Nimm dünne Malerfolie aus dem Baumarkt. Dann eine Nadel aber nicht zu dünn und mache alle 2 Handbreit ein Loch. Das heist, du hast ein Quadrat und jeweils an den Ecken ein Loch, in Summe 4 Löcher pro 2 x mal Handbreit. Das ist relativ unkritisch, man glaubt es kaum. Als Fließhilfe habe ich immer Küchenkrepp genommen. Das mit den Löchern würde ich so lassen wie du das gemacht hast. Nix Loch nix Vakuum Wird schon tks Kosta |
|
|
|
| Aktive Benutzer in diesem Thema: 1 (Registrierte Benutzer: 0, Gäste: 1) | |
|
|
 Ähnliche Themen
Ähnliche Themen
|
||||
| Thema | Autor | Forum | Antworten | Letzter Beitrag |
| Board zum Waken und zum Kiten: Vampire Duplex 2012 143x45 | rupprath | Kiteboards | 3 | 12.10.2012 19:53 |
| Gold (13.06.09): Board abgezockt (North Dragon) ! | Cabrinha | Kitesurfen | 16 | 23.06.2009 12:23 |
| lady board - oder doch lieber ein "normales" MÄNNER board? | radpiratin | Kitesurfen | 11 | 28.01.2009 17:53 |
| Fahrbericht: Liquid Force Recoil Comp 137 | Konza | Kiteboards | 14 | 30.11.2008 23:42 |
| Wo gibts Board Maße zum Selbstbau? | molay | Kitesurfen | 6 | 10.01.2003 13:56 |
|



 Linear-Darstellung
Linear-Darstellung

